| 产品特性:耐高压 | 材质:碳钢 | 管厚:20-100mm |
| 特殊功能:耐高压 | 直径:22-168 | 产地:沧州 |
| 品牌:隆原 | 型号:弯头 | 重量:0.26kg |
| 执行标准:国标 | 壁厚:20-100 | 等级:一级 |
| 产品规格:DN15-150 |
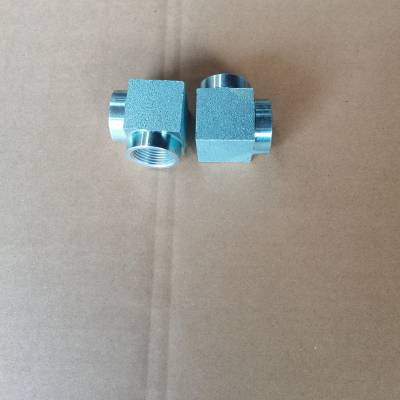
碳钢气体灭火弯头是管道安装中常用的一种连接用管件,以碳钢为材质,随着我国电力市场的发展,碳钢弯头能市场的青睐并不断取代一些传统的弯头,根本原因在于异的产品品质和理化性能。
碳钢按用途可以把碳钢分为碳素结构钢、碳素工具钢和易切削结构钢三类,碳素结构钢又分为建筑结构钢和机器制造结构钢两种;一般碳钢中含碳量较高则硬度越大,强度也越高,但塑性较低。
碳钢弯头所使用的材质是碳素结构钢或者 碳素结构钢,这两种材质不仅能碳钢弯头具有良好的硬度、强度和能,还能弯头的可塑性,弯头在成型时不会因为应力而发生断裂、伤口等。但某些的管道系统中也会使用铸钢弯头,这类管道系统对于弯头的力学性能要求较高,而在工艺上又很难用锻压等方法成形。弯头成形。
与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。 冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。 冷挤压弯头的成形过程是使用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。
采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。

消防灭火系统气体高压管件(90°高压弯头、三通、变径三通、变径直角、法兰、活接、外丝、补芯、喷头、大小头等)。各种高压管件适用于高压二氧化碳气体灭火、IG541混合气体灭火、七氟丙烷气体灭火、三氟甲烷(HFC-223)、二氧化碳(CO2)气体灭火系统等各类气体灭火系统,性能参数均符合***,使用***。
钢制管件的规格主要包括直径和接管壁厚(或等级)。钢制管件的直径通常用公称尺寸(或称公称通径,米制单位的符号为DN,后接以毫米表示的数值)表示,它是为了引用方便经过圆整的数值,是管道直径通用的标记。除了公称尺寸外,也有用钢制管件外径或内径直接以毫米单位表示的。在使用一些国外标准时,会遇到以英制单位表示的产品的公称尺寸(符号NPS,后接以英寸表示的数值)。需要说明的是,不同标准之间或同一标准之内,虽然公称尺寸相同,但可能外径尺寸是不同的。有的相差很小,如GB/T12459中DN80的外径尺寸,Ⅰ系列为88.9mm,Ⅱ系列为89mm;有的相差较大,如GB/T12459中DN600的外径尺寸,Ⅰ系列为610mm,Ⅱ系列为630mm。
表示钢制管件的接管壁厚的方式较多,常用的有管表号(schedule number,缩写为SCH,后接数值)、标准壁厚(STD)、加厚壁厚(XS)、特加厚壁厚(XXS)、公称压力(PN)等,也有将接管壁厚直接用毫米表示的。
对于承插焊钢制管件和螺纹钢制管件也有用压力等级代号2000、3000、6000、9000表示的,同时相关标准给出了各等级与管子壁厚的关系。
目前,常用的钢制管件产品标准中,列出的公称尺寸范围在DN6-DN2000之间。
钢制管件制造的工艺技术
(1) 制造技术简介
钢制钢制管件制造涉及的主要是压力加工技术,此外还有焊接、热处理、切削、无损检测、表面处理等。钢制管件的压力加工过程也是钢制管件的成形过程,主要依据金属材料的塑性变形特性完成。其过程大致可分为热加工和冷加工两种方式,在这两种方式中又可分为不同的压力加工工艺。钢制管件压力加工常用的工艺方法及应用。